
高速&短線加工、片端圧着・片端撚りハンダ機誕生!
▼剥く、打つ、撚る、ハンダ付けを毎時9000本
超高速加工を得意とするC551HXをベースにし,撚る行程とハンダの行程をスピーディに処理するため、撚り刃(K刃)をカッターブロック内に納め、さらに電線の持ち替え動作を極限までコンパクト化。フラックス処理も、新発想の「落流式*」を採用し毎時9,000本を実現しました。
加工条件:使用電線 KV0.3sq 全長 100mm 先端AMPCT2圧着、後端5mm撚り全半田。
*フラックスを絶えず循環させ電線に落流塗布する方式で、フラックスの蒸発を極限まで抑えるため、ムダが無く、経済性に優れています。

▼新開発・新発想の独立式ハンダ装置
さらに美しい仕上がりを追求し開発された新ハンダ装置は、液面の振動によるハンダの酸化を極限まで減らす場目に、HX本体部と独立させて、端子圧着時等にい生じる振動の伝達を抑えました。
これにより、スイベルのための余計な時間を削減。
▼削り出しチタンハンダ槽による完全鉛フリーを実現
高い溶解温度の鉛フリーハンダに対応するため完全削り出しチタンハンダ槽を採用。侵食の恐れもなく、常に安定したハンダ付けを約束。また、ハンダ槽のヒート効率が最良のため、パワーオンから作業開始(鉛フリーハンダ完全溶解)までの準備時間が10分。

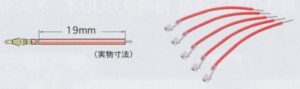
▼短線加工をめざして
カッターブロック内の切断刃の設定位置を移動させることにより、短線加工を実現(最短19mm)。
小型電子機械等に多く使われて、細かくて短い線材への対応も可能となります。
▼誰にでも簡単に操作できる
5.7インチカラー液晶タッチディスプレイによるピクチャー対話式入力や、クリンプフォースモニタ、さらに画面表示は、日本語のほか英語・繁体中国語・簡体中国語・韓国語にワンタッチで切り替えが可能。

| 高速端子圧着機 本体仕様 | ||||
| 先端設定可能値 | 0.1~20mm | |||
| 後端設定可能値 | 0.1~9.9mm | |||
| 最短加工寸法 | 60mm以上 ※両端圧着時、片端電線先端より、片端端子首下までの寸法 |
|||
| 最大切断長 | 99,999mm(約100m) | |||
| カッティング公差 | ±(0.2+0.002×L)mm以内 L=切断長 | |||
| 適用線径 | AWG#18~AWG#32(但し線材による) AWG#16以下、AWG#34以上についてはお問い合わせください |
|||
| 適用線種 | AV、AVS、AVSS、CAVUS、KV、KIV、UL、テフロン、ガラス線等 | |||
| 圧着端子 | オープンバレル連続端子(サイドフィード) | |||
| 圧着能力 | 標準1.2ton、最大2.5ton | |||
| 制御方法 | デジタル方式 | |||
| 寸法 | 幅700mm×奥行550mm×高さ1,210mm | |||
| 重量 | 190kg(ミニコンベア含む) | |||
| 電源 | 単相AC100V~240V(フリー) 50/60Hz | |||
| エアー | 18NL/min 0.5MPa(清浄乾燥空気使用) | |||
| 消費電力 | 静止時:120W、最大時:850W | |||
| アプリケーター仕様 | ||||
| クリンパ側 | 寸法 | 幅27mm×奥行23mm×高さ79mm | ||
| 重量 | 150g | |||
| ID情報 | 1.端子情報(型番・メーカー名) 2.電線種別 3.芯線直径 4.クリンプハイト値 5.クリンプフォース値 6.適正皮剥き寸法 7.圧着位置データ 8.ショット数(最大8桁) 9.トリップショット数(最大7桁) 10.管理者名(または保有者名) 11.管理ロットNo |
|||
| ダイス側 | 寸法 | 幅39mm×奥行30mm×高さ57mm | ||
| 重量 | 145g | |||
| ID情報 | 1.端子情報(型番・メーカー名) 2.ショット数(最大8桁) 3.トリップショット数(最大7桁) 4.管理者名(または保有者名) 5.管理ロットNo |
|||
| 光学式端子位置デンサー内蔵 IDタグ・無線RF約100kHzデータ送受信装置 | ||||
| 高速端子圧着機 加工能力表(1時間あたりの加工本数) | ||||
| 全長 | 本数 | |||
| 75mm | 10,600本 | |||
| 100mm | 10,400本 | |||
| 300mm | 8,950本 | |||
| 500mm | 7,850本 | |||
| 1,000mm | 5,350本 | |||
| 2,000mm | 4,100本 | |||
| 加工条件 | 電線:UL1061 AWG#26 端子:0-0179227-1 (CT2) 設定:速度/速い |
|||















